注射成型机在进行注射成型工序时,有一个工序是合模,二号站测速登录 通过合模的精确定位,使塑料制品合格。若遇到注塑机合模定位不准确的问题,那就麻烦了。因此注塑机制造商希望对于合模过程,大家能够进行一些了解,这样可以及时地看到在注塑机合模过程中,是否出现错误现象,从而及时地进行处理。
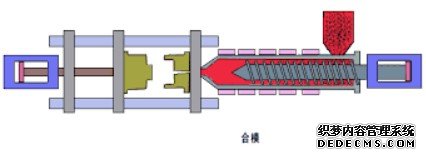
合模是用巨大的机械推力紧固模具,抵抗注射过程中熔融塑料的高压注射和填充模具,使模具产生巨大的张开力。
关闭安全门,二号站平台网址 各行程开关发出信号,模具动作立即开始。首先,移动模板慢速启动,前进一小段距离后,原来压住慢速开关的控制杆压块脱离,活动板转动以快速向前推进。当前进到接近合模终点时,控制杆的另一端压杆再次压上慢速开关,此时活动板再次以低压的速度转动。
在低压合模过程中,如果模具之间没有任何障碍,可以顺利关闭到高压开关上,转动高压是为了伸直铰链完成合模动作。这个距离极短,一般只有0.3~1.0mm,刚转动高压旋转就接触合模终止限位开关,动作停止,合模过程结束。
注射成型机的合模结构包括全液压和机械连杆。无论哪种结构形式,合模力都是通过连杆完全伸直来实现的。连杆的伸直过程是活动板和尾板支撑的过程,也是四根拉杆受力拉伸的过程。
合模力的大小,从合模的瞬间液压计上升的高度可以看出,合模力大的话液压计的高值会变高,相反会变低。小型注射成型机没有合模液压计时,必须根据连杆的伸直情况判断模具是否真的紧固。
江苏注塑机制造商提醒大家,如果某个注塑机合模时连杆很容易伸直,或者差一点没有伸直,或者几个连杆中有一个没有完全伸直,注塑时会出现膨胀模具,零件会出现飞边或其他缺陷。
阅读以上内容,不知您是否对注塑机合模这一工序有了更好的认识。有关该设备的更多精彩小信息,我们后期还会继续为大家收集整理,所以大家要密切关注我们的新动态,以便在第一时间获得详细信息。