不管滑板注塑机还是卧式滑板注塑机,二号站平台网址 低压是一种安全保护设置,所为的安全包括人身和模具,参数设置合适可预防安全隐患!具体合适设置要跟距模具来定:一般低压位置在2-4mm时转高压,精密的立式注塑机一般在1.5mm以内转高压,低压压力一般在15bar以内合适。不管低压压力再小,位置不好有异物时造样压坏模具!
低压合模的压力和流量都调到15至20手动合模机器不能自动转换成高压合模就把低压位置一个数一个数的往上调直到手动合模能自动切换到高压合模为止这样能好的保护模具(以上说的是立式油缸锁模的机器)。
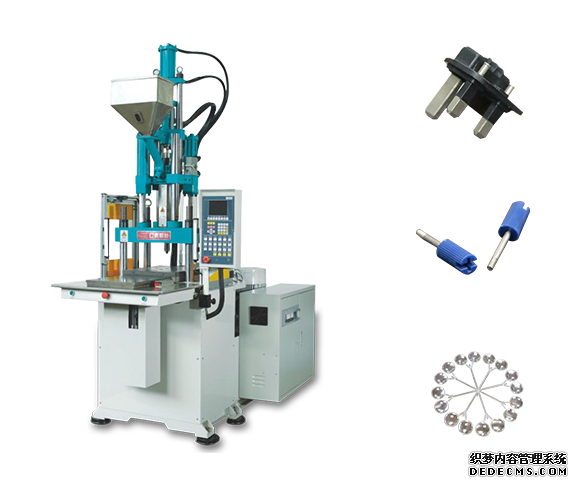
主要是模具的开合方向上不一样,一个是水平方向上开合,二号站平台测速 一个是竖直方向上开合。由此引起一些使用上的不一样,开模后的操作也稍有不同。
滑板注塑机料筒是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。
料筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
注塑机料筒的内表面硬度高于注塑机螺杆,它的损坏要比注塑机螺杆来得晚。注塑机料筒的报废就是内径直径由于时间磨损而增大。
修复方法如下:
1、 因磨损增加直径的机筒,如果还有一定的渗氮层时,可把料筒内孔直接进行镗孔,研磨至一个新的直径尺寸,然后按此直径配制新螺杆。
2、 料筒内径经机加工修整重新浇铸合金,厚度在1~2mm间,然后精加工至尺寸。
3、 一般情况下料筒的均化段磨损较快,可将此段(取5~7D长)经镗孔修整,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配合间隙,进行加工配制。
修复后,整机中的塑化参数不需要做任何修改。